กลิ้งลงจอด ประกอบรอก
หน้า 1
ติดตั้งรอกบนเพลาและ ตัวปรับความตึงตัวขับสายพานวีก็คล้ายกับตัวขับสายพานแบนเช่นกัน อย่างไรก็ตาม สำหรับตัวขับสายพานวี ตัวปรับความตึง เพื่อชดเชยการยืดตัวของสายพานและความเป็นไปได้ในการติดตั้งสายพานใหม่อย่างอิสระ ควรจัดให้มีความเป็นไปได้ในการเพิ่มระยะห่างจากศูนย์กลางถึงศูนย์กลาง A ขึ้น 30% และ ลด 15% ของความยาวสายพานที่คำนวณได้ นอกจากนี้ สำหรับสายพานร่องวี มุมห่อจะเล็กกว่ามาก ดังนั้นคนเดินเบามักจะอยู่กับ ข้างในเข็มขัด. ลูกกลิ้งดังกล่าวเรียกว่าหดได้ ไม่โค้งงอสายพานไปในทิศทางตรงกันข้ามซึ่งช่วยเพิ่มความทนทานของเกียร์
การลงจอดของรอกบนเพลาและตัวปรับความตึงของตัวขับสายพาน V ก็คล้ายกับสายพานแบนเช่นกัน อย่างไรก็ตาม สำหรับสายพานร่องวีตาม GOST 1284 - 68 ตัวปรับความตึงเพื่อชดเชยการยืดตัวของสายพานและความเป็นไปได้ในการวางสายพานใหม่อย่างอิสระ ควรจัดให้มีความเป็นไปได้ในการเพิ่มจากศูนย์กลางสู่ศูนย์กลาง ระยะทาง A 30% และลดลง 15% ของความยาวสายพานที่คำนวณได้
การติดตั้งรอกพร้อมปุ่มลิ่มค่อนข้างแตกต่างไปจากวิธีการที่อธิบายไว้
รอกติดตั้งอยู่ที่คอเพลาจากช่องว่าง 0.02 มม. ถึงระยะแทรกสอด 0.03 มม. รอกถูกยึดด้วยสลักเกลียวพร้อมแหวนรองที่ขันเข้าไปในรูเกลียวของเพลา
เพื่อให้พอดีกับรอก ควรใช้อุปกรณ์สกรูพิเศษ เช่น ตัวยึดสกรู (รูปที่ 17) หรือสกรูที่มีแถบรองรับสามตัว ซึ่งถูกกดเข้าที่ส่วนปลายของดุมล้อ
หลังจากลงรอกแล้วจะมีการตรวจสอบความถูกต้องของตำแหน่งสัมพัทธ์ ในเวลาเดียวกันรอกที่มีตำแหน่งที่ควบคุมยากกว่าควรเป็นฐานหนึ่ง
ตรวจสอบความพอดีของรอกบนเพลา (พร้อมสายพานขับ) สภาพของคัปปลิ้ง ความพอดีของโรเตอร์บนเพลา และทิศทางการหมุนที่ถูกต้องและความสอดคล้องกับปลอก (ขวาและซ้าย) และการมีอยู่ ของช่องว่างที่จำเป็น
ตรวจสอบความพอดีของรอกบนเพลาโดยดัดแหวนล็อกก่อนแล้วคลายเกลียวน็อต
เมื่อลงรอกบนกุญแจลิ่ม ไม่จำเป็นต้องทำการยึดเพิ่มเติม
เมื่อลงรอกที่ปลายเพลา กุญแจและร่องจะพอดีกันตามเพลาและดุมล้อ จากนั้นจึงทำความสะอาดและหล่อลื่น น้ำมันเครื่อง ที่นั่ง, ลงจอด. การลงจอดเกิดขึ้นหลังจากการติดตั้งและการยึดเพลาในตลับลูกปืน
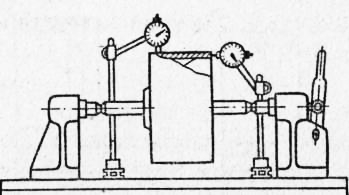
เมื่อรอกวางบนเพลาโดยตรง แรงกดของสายพานบนรอก ซึ่งสำหรับสายพานแบบแบนจะมีกำลังประมาณสามเท่าของแรงเส้นรอบวง จะถูกถ่ายโอนไปยังเพลาและตลับลูกปืนอย่างสมบูรณ์ ความเค้นดัดเกิดขึ้นในวัสดุเพลาทำให้เสียรูป หากสวมเกียร์อยู่ เกียร์อาจบิดเบี้ยวมากจนรบกวนการทำงานที่ถูกต้องของล้อกับล้อผสมพันธุ์อย่างเห็นได้ชัด ด้วยการยึดรอกนี้ การสั่นสะเทือนตามขวางของเพลามักจะเกิดขึ้น โดยเฉพาะอย่างยิ่งเมื่อ ตัวเลขสูงการหมุนรอบของรอก ความสมดุลที่ไม่สมบูรณ์ของเพลาพร้อมกับชิ้นส่วนที่อยู่บนนั้นและการใช้งานของ เข็มขัดชิ้นเดียว. ปรากฏการณ์เหล่านี้ไม่พึงปรารถนาอย่างยิ่งกับสปินเดิลของเครื่องจักรที่ทำการเก็บผิวละเอียดและการเก็บผิวละเอียด ดังนั้นใน โมเดลที่ทันสมัยเครื่องมือกลมักใช้วิธีขนสปินเดิล (หรือเพลาอื่นๆ ที่ต้องเชื่อมต่อกับรอก) จากแรงดันสายพาน เมื่อต้องการทำเช่นนี้ รอกของไดรฟ์จะติดตั้งอยู่บนส่วนรองรับแยกต่างหากซึ่งไม่ได้เชื่อมต่อกับสปินเดิลหรือเพลาขับเคลื่อน ซึ่งเชื่อมต่อด้วยกุญแจ ร่องฟัน ข้อต่อ หรือในลักษณะอื่นใดที่รับประกันการถ่ายโอนแรงบิดที่ต้องการ . ตัวอย่างของโครงสร้างดังกล่าวแสดงในรูปที่
การเลือกกุญแจสำหรับลงรอก สายพานร่องวี.
ถึงหมวดหมู่:
งานช่างกุญแจและการประกอบเครื่องจักร
ชุดเกียร์และรอกที่ยืดหยุ่น
ตัวขับสายพานแบ่งออกเป็นสองกลุ่มหลัก: ตัวขับสายพานแบนและตัวขับสายพานตัววี เกียร์สายพานแบนยังแบ่งออกเป็นสองกลุ่ม: เกียร์ธรรมดาและเกียร์พร้อมตัวปรับความตึง
การส่งสัญญาณธรรมดาแบ่งออกเป็นสามประเภท: เปิด, ข้ามและกึ่งข้าม เกียร์เปิดใช้กับเพลาคู่ขนาน การจัดเรียงเพลาแบบขนานเป็นวิธีที่ง่ายและสะดวกที่สุดสำหรับอุปกรณ์ขับเคลื่อนสายพานและเอื้ออำนวยต่อการทำงานของสายพาน รอกวางอยู่บนเพลาแต่ละอันซึ่งสายพานจะถูกโยนทิ้ง ในกรณีนี้ รอกทั้งสองจะหมุนไปในทิศทางเดียวกัน
หากทิศทางการหมุนของรอกตรงกับทิศทางการเคลื่อนที่ตามเข็มนาฬิกา แสดงว่ารอกหมุนตามเข็มนาฬิกา หากไม่ตรงกัน รอกจะหมุนทวนเข็มนาฬิกา
ในรอกแต่ละคู่ที่เชื่อมต่อกันด้วยสายพานขับ จะมีความแตกต่างระหว่างรอกขับและรอกขับเคลื่อน รอกที่รับการเคลื่อนไหวจากเพลาและส่งไปยังสายพานเรียกว่ารอกขับ และรอกที่รับการเคลื่อนที่จากสายพานและส่งไปยังเพลาเรียกว่ารอกขับเคลื่อน
ในรูป 1a แสดงไดรฟ์เข็มขัดแบบเปิด Pulley Ox เป็นผู้นำ ลูกศรในรูปแสดงว่าหมุนตามเข็มนาฬิกา รอกขับเคลื่อน 02 จะหมุนตามเข็มนาฬิกาเช่นกัน
หากคุณต้องการให้รอกขับเคลื่อนหมุนไปในทิศทางตรงกันข้ามกับการหมุนของรอกขับ ให้ใช้ระบบส่งกำลังแบบไขว้ (รูปที่ 1, b) ในกรณีนี้ รอกขับ 01 จะหมุนตามเข็มนาฬิกา และรอกที่ขับเคลื่อน 02 จะหมุนทวนเข็มนาฬิกา เพลาจะขนานกัน
หากเพลาตั้งฉากซึ่งกันและกันจะใช้เกียร์กึ่งกากบาท (รูปที่ 1, c)
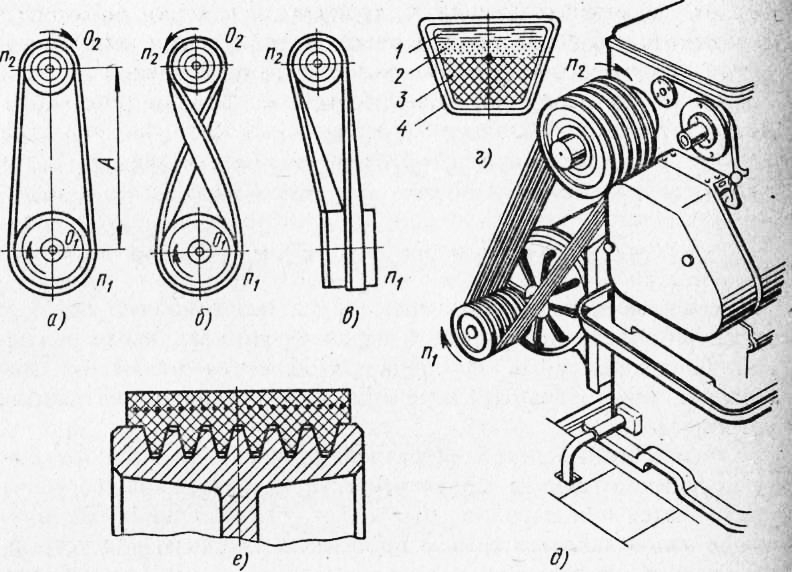
ข้าว. 1. ประเภทของสายพาน: a - เปิด, b - กากบาท, c - กึ่งกากบาท, d - หน้าตัดของสายพานวี, d - รูปแบบการส่งการหมุน, c - ส่วนตัดขวางของสายพานร่องวี
ในการขับเครื่องจักร ใช้สายพานแบบแบน - หนัง, ผ้าฝ้ายไม่มีรอยต่อ, ผ้าฝ้ายเย็บ, ทอและยาง และรูปลิ่ม เครื่องจักรส่วนใหญ่จะใช้หนัง ยาง และรูปลิ่ม ในรูป 1d แสดงส่วนของเข็มขัดรูปตัววี: ประกอบด้วยผ้ายางหลายแถว เชือกหลายแถว (ด้ายฝ้ายบิดเป็นเกลียวหนา) ชั้นยาง และผ้าห่อด้วยผ้ายาง
ในรูป 1, e แสดงไดรฟ์สายพานวี เข็มขัดแต่ละเส้นวางอยู่ในร่องของตัวเองบนขอบรอก ในกรณีนี้ สายพานจะจมลงไปในร่องมากจนไม่แตะพื้นกับพื้นผิวด้านล่าง
สายพานโพลี-วี ได้รับการกระจายรูป 1, e. เหล่านี้เป็นเข็มขัดแบนที่ไม่มีที่สิ้นสุดบนพื้นผิวด้านในซึ่งมีส่วนที่ยื่นออกมาในรูปแบบของเข็มขัดรูปลิ่ม (จำนวนของพวกเขาคือ 2 ถึง 36) ส่วนที่ยื่นออกมาเหล่านี้รวมอยู่ในการกดของรอกที่สอดคล้องกัน
ข้อเสียเปรียบหลักของสายพานคือการเลื่อนหลุดของสายพาน ซึ่งขึ้นอยู่กับความตึงของสายพานและปริมาณของส่วนโค้งที่สายพานครอบคลุมรอก ด้วยเส้นผ่านศูนย์กลางของรอกที่แตกต่างกัน รอกที่เล็กกว่าซึ่งมีการครอบคลุมสายพานเพียงเล็กน้อยจะอยู่ในตำแหน่งที่แย่ที่สุด
เพื่อเพิ่มความตึงของสายพานและปริมาณการครอบคลุมสำหรับรอกที่มีขนาดเล็กลง จะใช้ลูกกลิ้งดึง (รูปที่ 2, a) เส้นผ่านศูนย์กลางของลูกกลิ้งดึงจะเท่ากับ 0.8 - 1.0 ของเส้นผ่านศูนย์กลางของรอกขนาดเล็ก ตั้งอยู่บนสาขาขับเคลื่อนที่รอกขนาดเล็ก เนื่องจากแรงโน้มถ่วงของลูกกลิ้ง และหากจำเป็น ให้เพิ่มน้ำหนักหรือสปริง ความตึงเครียดอย่างต่อเนื่องของสายพานจะดำเนินการ นี้ให้ มุมสูงความครอบคลุมของสายพานของลูกรอก ปรับปรุงสภาพการทำงานของเกียร์ ช่วยให้คุณลดระยะศูนย์กลาง
ในการขับสายพานทุกประเภทจะใช้เพลาปรับความตึง ความตึงสายพานจะดำเนินการเป็นระยะโดยการย้ายหนึ่งในเพลา (รูปที่ 2, b, c)
วิธีการปรับความตึงสายพาน:
- มอเตอร์ไฟฟ้าพร้อมรอกขนาดเล็กติดตั้งอยู่บนเลื่อนและสามารถเคลื่อนที่ได้ ความตึงเครียดทำได้โดยสกรู โดยใช้แผ่นสวิง แผ่นบานพับยึดตำแหน่งด้วยสกรู ความตึงเครียดเกิดขึ้นเนื่องจากแรงโน้มถ่วงของมอเตอร์และเพลท ด้วยความช่วยเหลือของการขนส่งสินค้า โหลดดึงหนึ่งในเพลาและให้การควบคุมความตึงอัตโนมัติ

ข้าว. 2. วิธีการปรับความตึงสายพานไดรฟ์: a - ลูกกลิ้งความตึงเครียด, b - เลื่อนด้วย ติดตั้งเครื่องยนต์, c - แรงโน้มถ่วงของมอเตอร์ไฟฟ้าที่ติดตั้งบนจานแกว่ง
สองวิธีแรกใช้ทุกประเภท อุปกรณ์เทคโนโลยีสำหรับสายพานไดรฟ์ใด ๆ สายพานแบบแบนจะสั้นลงหลังจากการวาด ตามด้วยเย็บและติดกาว
ประกอบรอก. รอกมักจะทำจากเหล็กหล่อหรือเหล็กกล้า ทำด้วยซี่ล้อหรือจานแข็ง ซึ่งสามารถเจาะรูเพื่อลดน้ำหนักของรอกได้ รอกสามารถแข็งและแยกออกได้ เมื่อรอกอยู่ที่ส่วนท้ายของเพลา รอกแบบชิ้นเดียวจะถูกใช้ และเมื่ออยู่ระหว่างแบริ่ง ตัวแยกจะถูกใช้
รอกเป็นแบบขั้นตอนเดียวและหลายขั้นตอน รอกแบบหลายขั้นตอนมีหลายขั้นตอนที่มีเส้นผ่านศูนย์กลางต่างกัน
มู่เล่ย์สำหรับการส่งสายพาน V นั้นแตกต่างจากรอกแบบเรียบเฉพาะเมื่อมีร่องปริซึมบนขอบล้อเท่านั้น
รอกแบบชิ้นเดียวที่ใช้งานได้จะติดตั้งอยู่บนเพลาโดยสวมพอดีตัวหรือรัดแน่น หากมีการติดตั้งรอกบนวารสารเพลาที่ยื่นออกมาจากตลับลูกปืนก็อาจเป็นรูปกรวย (รูปที่ 3, a) หรือทรงกระบอก (รูปที่ 3, b) ด้วยปุ่มขนนกหรือปุ่มลิ่ม ไหล่ถูกสร้างขึ้นบนเพลาทรงกระบอกด้วยปุ่มขนนก (รูปที่ 3, c) เพื่อแก้ไขตำแหน่งของรอกและเพื่อให้รอกไม่เคลื่อนที่ระหว่างการใช้งานจึงได้รับการแก้ไขเพิ่มเติมด้วยน็อต (รูปที่ 3, ง) หากรอกยึดด้วยปุ่มลิ่ม (รูปที่ 3, c) ไม่จำเป็นต้องทำการยึดเพิ่มเติม
การติดตั้งรอกบนปุ่มลิ่มจะใช้เฉพาะในเกียร์ความเร็วต่ำและเกียร์ไม่สำคัญ เมื่อไม่ต้องการขนาดพอดี เนื่องจากปุ่มลิ่มจะแทนที่แกนดุมล้อ และด้วยความยาวเพียงเล็กน้อย แนวดิ่งจะปรากฏขึ้น ซึ่งไม่เป็นที่ยอมรับในเกียร์ที่บรรทุกหนักความเร็วสูง เมื่อใช้คีย์แบบขนนก ออฟเซ็ตของแกนดุมล้อจะเล็กกว่ามากและการเชื่อมต่อดังกล่าวมีความแม่นยำมากกว่า
หากต้องการความแม่นยำสูงมาก ให้ใช้ การเชื่อมต่อเส้นโค้ง– (รูปที่ 3, ง). ด้วยการเชื่อมต่อประเภทนี้ รอกจะอยู่ตรงกลางได้ดีกว่ากุญแจ ความแข็งแรงเพิ่มขึ้น และบริเวณที่ลงจอดสึกน้อยลง
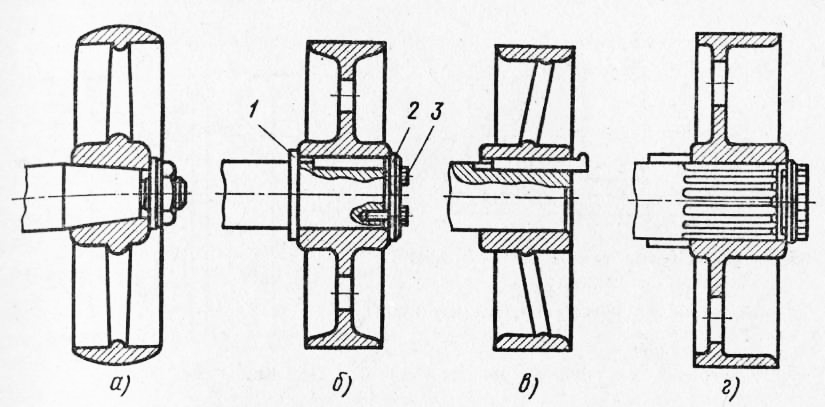
ข้าว. 3. แบบแผนสำหรับการประกอบรอกบนเพลา: a - ที่ปลายทรงกรวยของเพลา, b - ที่ปลายทรงกระบอกของเพลาด้วยกุญแจ, c - การติดตั้งรอกพร้อมสลักด้วยกุญแจลิ่ม, d - การลงจอดของ a ลูกรอกบน เพลาข้อเหวี่ยง; 1 - เพลา 2 - กุญแจ 3 - สกรูล็อค
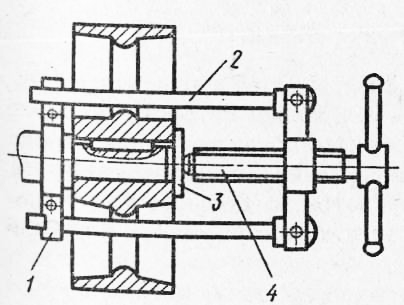
เพื่อให้พอดีกับรอกบนเพลาจะใช้อุปกรณ์สกรูเช่นแคลมป์ แคลมป์ที่ถอดออกได้ (รูปที่ 4) วางอยู่บนเพลาและติดกับปลอกคอ จากนั้นแรงดึงจะถูกส่งผ่านระหว่างซี่ล้อรอก และวางเหล็กเส้นไว้กับปลายดุมล้อของรอกซึ่งสกรูจะวางอยู่ โดยหมุนสกรูและเคาะเบาๆ ผ่านแผ่นรองเข้าไป ที่ต่างๆตามพื้นผิวด้านนอกของดุมล้อ ค่อย ๆ ดันรอกเข้ากับเพลา แรงกระแทกช่วยขจัดปัญหารอกที่ติดขัดบนเพลาเนื่องจากการบิดเบี้ยวที่อาจเกิดขึ้นได้
สามารถติดตั้งรอกแบบแยกส่วนได้ทุกที่ตามความยาวของเพลา การประกอบรอกประกอบด้วยการเชื่อมต่อทั้งสองส่วนด้วยกระดุม การตรวจสอบความพอดีของรอกบนเพลาจะลดลงเพื่อตรวจสอบการส่าย
สาเหตุการหมดของรอก สึกหรอเร็วแบริ่งและเกียร์ของเครื่องตัดโลหะความเร็วสูงที่มีความแม่นยำสูง ทำให้เกิดการสั่นสะเทือนที่เพิ่มขึ้นซึ่งเพิ่มความหยาบผิวของชิ้นงาน สาเหตุของการเสียศูนย์ของรอกคือ: การดัดเพลาไม่ถูกต้อง การฟื้นฟูทางกลรอกและรอกที่พอดีกับเพลาระหว่างการประกอบ
ข้าว. 4. แบบแผนของการลงจอดรอกโดยใช้ขายึด a - สำหรับ runout, b - ความขนานกันของเพลาโดยใช้สายไฟที่มีน้ำหนัก, c - ไม้บรรทัดโลหะ, d - สายไฟ; I - ลูกศร 2 - น้ำหนัก 3 - รอก
ข้าว. 5. แบบแผนสำหรับตรวจสอบรอกประกอบ:
ตรวจสอบการส่ายของรอกด้วยเกจวัดความหนาหรือตัวบ่งชี้ เมื่อตรวจสอบจังหวะด้วยตัวบ่งชี้ การอ่านจะดำเนินการตามแป้นหมุนของตัวบ่งชี้ (รูปที่ 5, a) และเมื่อตรวจสอบกับผู้จดบันทึก ปริมาณของจังหวะจะถูกกำหนดโดยใช้หัววัด
ตรวจสอบเพลาขนานสองอันโดยใช้ลูกศรและเส้นดิ่ง (รูปที่ 5.6) ลูกศรได้รับการแก้ไขที่ปลายเพลาซึ่งส่วนปลายสัมผัสกับสายไฟ เมื่อหมุนเพลา 180° ลูกศรจะต้องสัมผัสกับสายไฟอีกครั้ง การตรวจสอบยังดำเนินการโดยใช้ไม้บรรทัด - มะเดื่อ 5, c ด้วยความช่วยเหลือของสายไฟ - มะเดื่อ 5, d (เมื่อดึงสายไฟระหว่างขอบรอกกับสายไฟ ต้องมีช่องว่างเท่ากัน)
หลังจากตรวจสอบ runout ให้ใส่เข็มขัด เมื่อต้องการทำเช่นนี้ รอกจะหมุนด้วยตนเอง ขั้นแรกให้วางสายพานไว้บนรอกของไดรฟ์จากนั้นจึงใส่สายพาน สำหรับการสวมใส่ ให้ใช้ตะขอหรือทิป
ขึ้นอยู่กับการออกแบบของระบบส่งกำลัง มู่เล่ย์สามารถวางตำแหน่งใดก็ได้บนเพลาหรือติดตั้งที่ส่วนปลายของรอก มู่เล่ย์แบบแยกส่วนจะถูกติดตั้งที่ใดก็ได้บนเพลาและประกอบได้อย่างง่ายดาย เมื่อขันรอกทั้งสองครึ่งให้แน่นด้วยสลักเกลียว ตรวจสอบให้แน่ใจว่าระนาบแยกรอกอยู่ในแนวเดียวกันโดยไม่มีการบิดเบี้ยว การกระจัด และร่อง รอกที่ประกอบไว้ล่วงหน้าพร้อมรูกุญแจถูกผลักไปที่กุญแจที่วางอยู่ในร่องของเพลา จากนั้นขันน็อตที่ดุมล้อก่อน จากนั้นจึงขันที่ขอบล้อ
รอกชิ้นเดียวมักจะอยู่ที่ปลายเพลายื่นออกมาจากแบริ่ง ปลายนี้ทำเป็นรูปกรวย (รูปที่ 109, a) หรือทรงกระบอก (รูปที่ 109, b) ด้วยปุ่มปริซึมหรือลิ่ม เพลาทรงกระบอกที่มีกุญแจแบบขนานมีบ่าเพื่อยึดตำแหน่งของรอก วงแหวนรองถูกวางบนปลายอิสระของปลายเพลา ซึ่งยึดด้วยสกรูที่ขันเข้ากับปลายเพลา ในการเชื่อมต่อที่แม่นยำ ร่องรอกและกุญแจถูกติดตั้งโดยการขูด ควรติดตั้งกุญแจด้วยการกระแทกเบาๆ ด้วยค้อนทองแดงหรือด้วยแคลมป์

ข้าว. 109. เทคนิคการประกอบรอกและตรวจสอบความขนานกันของเพลา:
a - ที่ปลายทรงกรวยของเพลา b - ที่ปลายทรงกระบอกของเพลาด้วยกุญแจ:
1 - เพลา, 2 - กุญแจ, 3 - สกรูล็อค; c - การลงจอดของรอกบนเพลาแบบร่อง, d - ตรวจสอบความขนานกันของเพลาที่มีน้ำหนัก, d - ตรวจสอบด้วยไม้บรรทัดโลหะ, e - ตรวจสอบด้วยสายไฟ: 1 - ลูกศร, 2 - รอก, 3 - น้ำหนัก
เทเปอร์รอกอยู่ตรงกลาง(ดูรูปที่ 109, a) เพิ่มความแน่นของรูดุมล้อกับคอเพลา
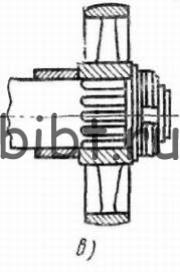
ติดตั้งรอกบนเพลาร่อง(รูปที่ 109, c) มีข้อได้เปรียบเหนือวิธีการข้างต้นอย่างมาก: การจัดตำแหน่งที่ดีขึ้น ความแข็งแรงที่มากขึ้นและการสึกหรอของจุดผสมพันธุ์น้อยลง
หลังจากติดตั้งรอกบนเพลาแล้ว จะมีการตรวจสอบความพอดีที่ถูกต้อง ซึ่งจะลงมาเพื่อตรวจสอบการเบี่ยงเบนหนีศูนย์ จังหวะคือการสั่นสะเทือนของพื้นผิวด้านนอกของชิ้นส่วนเมื่อหมุนรอบแกน ค่าบีตของจุดใดๆ บนพื้นผิวของชิ้นส่วนนั้นเป็นการแกว่งที่ใหญ่ที่สุดของจุดนี้ระหว่างการหมุนหนึ่งครั้งของชิ้นส่วน
การหมดของรอกทำให้เกิดการสึกหรออย่างรวดเร็วของตลับลูกปืน และในเฟืองของเครื่องตัดโลหะความเร็วสูงที่มีความแม่นยำสูง จะทำให้เกิดการสั่นสะท้านมากขึ้น ซึ่งจะทำให้ผิวสำเร็จของชิ้นงานแย่ลง
สำหรับ ดำเนินการตามปกติสายพานขับ จำเป็นต้องให้ระนาบกลางของรอกทั้งสองตรงกัน ซึ่งเป็นไปได้ก็ต่อเมื่อแกนของรอกขับและรอกขับเคลื่อนขนานกัน (รูปที่ 109, d, e, f)
การประกอบและทดสอบรอกสายพานร่องวีไม่ต่างจากรอกสายพานแบน