ซ่อมบ่าวาล์ว. สารานุกรมขนาดใหญ่ของน้ำมันและก๊าซ
หน้า 1
การลบมุมของวาล์วทำที่มุม 30 หรือ 45 (รูปที่ 30 พื้นที่การไหลของก๊าซจะเพิ่มขึ้นเล็กน้อยตามการเคลื่อนที่แบบเดียวกันของวาล์ว อย่างไรก็ตาม ในกรณีนี้ ความพอดีของวาล์วกับ เบาะนั่งและการกำจัดความร้อนจากขอบเสื่อมสภาพ ด้วยเหตุนี้ การลบมุม 30 จึงใช้สำหรับวาล์วทางเข้าเท่านั้น ในบางการออกแบบของวาล์วไอเสีย ความต้านทานการสึกหรอและป้องกันการกัดกร่อนเพิ่มขึ้นโดยการเคลือบมุมลบมุมและสวมหัว ด้านข้างของห้องเผาไหม้ที่มีชั้นของสเตลไลต์หนา 1-15 มม. (รูปที่ สเทลไลต์เป็นโลหะผสมที่ป้องกันการกัดกร่อนที่แข็งมากของโคบอลต์ ทังสเตน โครเมียม และองค์ประกอบอื่นๆ )
ลบมุมของวาล์วหล่อลื่นด้วย GOI paste หรือ emery paste ในการทำแป้งฝุ่นผงทรายธรรมดาผสมกับน้ำและปล่อยให้ยืนเป็นเวลา 10 นาที
ใช้น้ำยาขัดแตะเล็กน้อยที่มุมลบมุมของวาล์ว แล้วหมุนวาล์วไปในทิศทางต่างๆ อย่างรวดเร็วด้วยแรงกดเบาๆ
บดมุมลบมุมของวาล์วโดยใช้อุปกรณ์ที่มี ขับเองหรือบนเครื่องเดสก์ท็อปด้วย ไดรฟ์ไฟฟ้า. ก่อนทำการเจียร วาล์วจะถูกตรวจสอบการส่ายด้วยตัวบ่งชี้ ระยะวิ่งของก้านวาล์วต้องไม่เกิน 0 03 มม. ความโค้งของแกนถูกขจัดออกโดยการยืดให้ตรงในสภาวะเย็น
| แผนผังการกระจายความร้อนในวาล์ว| วาล์วไอเสียไหม้| แผนผังการกระทำของแรงบนก้านวาล์ว |
การสวมหน้าวาล์วหลวมกับพื้นผิวสัมผัสของเบาะนั่งนั้นอันตรายมาก
พื้นผิวด้านล่างของการลบมุมของวาล์วที่ความสูงไม่เกิน 15 มม. มีมุมเอียง 45 ซึ่งสอดคล้องกับมุมเอียงของการลบมุมที่นั่ง ส่วนบนของการลบมุมมีมุมเอียง 43 1 - 5 และไม่สัมผัสโดนเมื่อวาล์วนั่งบนเบาะนั่ง เมื่อเครื่องยนต์สึกหรอ พื้นผิวสัมผัสของการลบมุมวาล์วไปยังเบาะนั่งจะเพิ่มขึ้นอย่างต่อเนื่องอันเป็นผลมาจากการสึกหรอของเบาะนั่ง และส่วนใหญ่เกิดจากการยืดของหัววาล์วและก้านวาล์วภายใต้ภาระ เมื่อสิ้นสุดระยะเวลาการยกเครื่อง วาล์วมักจะติดกับที่นั่งกับพื้นผิวทั้งหมดของการลบมุม ต่อจากนั้นขอบด้านล่างของมุมลบมุมวาล์วเริ่มล้าหลังเบาะนั่ง เกิดช่องว่างระหว่างกัน และลบมุมเมื่อสัมผัสกับการกระทำที่รุนแรงมากขึ้นของก๊าซร้อน จะถูกทำลายอย่างรวดเร็วเนื่องจากความร้อนสูงเกินไปและความเหนื่อยหน่ายเนื่องจากการเสื่อมสภาพ ของการถ่ายเทความร้อนไปยังที่นั่ง ดังนั้นการลบมุมเฟืองท้ายจะเร่งความเร็วในการวิ่งเข้าและรับประกันความแน่นของบ่าวาล์วและอายุการยกเครื่อง ความต้านทานการสึกหรอของชิ้นส่วนที่เพิ่มขึ้นไม่เพียงขึ้นอยู่กับความแข็งแกร่งโดยรวมของโครงสร้างเท่านั้น แต่ยังขึ้นกับโครงสร้างภายในด้วย ความสามารถในการรับน้ำหนักของล้อทรงกระบอกและล้อเอียงยิ่งสูง ยิ่งมีการกระจายน้ำหนักตามความยาวของฟันอย่างสม่ำเสมอ สาเหตุของความไม่สม่ำเสมอ นอกเหนือจากความไม่ถูกต้องในการผลิตชิ้นส่วนเกียร์และการประกอบ คือการดัดและบิดของเพลา การเสียรูปของส่วนรองรับและตัวเรือน การดัดของเพลาทำให้เกิดการเยื้องศูนย์ของเพลาล้อ อันเป็นผลมาจากความเข้มข้นของน้ำหนักที่ขอบฟันด้านใดด้านหนึ่ง
เมื่อทำการซ่อมการลบมุมของวาล์ว พวกมันจะกลับคืนสภาพเดิมโดยการใช้เหล็กอัลลอยด์ อัลลอยด์ Sormite-I และโลหะผสมแข็งอื่นๆ
หากจำเป็น การลบมุมของวาล์วจะถูกกราวด์กับเบาะในตัว และปรับแรงอัดของสปริงด้วยสกรู สำหรับปั๊มที่ประกอบอย่างถูกต้อง เกียร์ควรหมุนด้วยมืออย่างอิสระ เมื่อติดตั้งฝาครอบด้านล่างของเฟืองขับไทม์มิ่งกับปั๊มน้ำมันประกอบบนเครื่องยนต์ เพลาเฟืองของเฟืองขับจะถูกติดตั้งในตำแหน่งใดก็ได้ หลังประกอบเสร็จ ปั้มน้ำมันมีการตรวจสอบบนขาตั้งพิเศษโดยใช้เวโลไซต์เป็นสารทำงาน
การทำงานที่ยาวนานและไร้ปัญหาของเครื่องยนต์รถยนต์ขึ้นอยู่กับตัวมันเอง เงื่อนไขทางเทคนิค. น่าเสียดาย, เครื่องเคลื่อนไหวตลอดเวลาจะไม่เกิดขึ้น และชิ้นส่วนที่เคลื่อนไหวจะถูกทำลายอย่างไม่ลดละตามกาลเวลา หนึ่งในชิ้นส่วนเครื่องยนต์ที่ตึงเครียดที่สุด สันดาปภายในคือวาล์วในฝาสูบ พวกเขาปล่อยให้ส่วนผสมของเชื้อเพลิงเข้าไปในกระบอกสูบและในเวลาเดียวกันในช่วงเวลาของวงจรการทำงานก็กลายเป็นส่วนหนึ่งของผนังห้องเผาไหม้ซึ่งก่อให้เกิดผลเสียทั้งหมด ดังนั้นการซ่อมแซมวาล์วจึงเป็นขั้นตอนที่หลีกเลี่ยงไม่ได้ในการทำงานของเครื่องยนต์ใดๆ สำหรับ การดำเนินการที่ถูกต้องงานนี้ต้องใช้เครื่องมือพิเศษ โดยเฉพาะอย่างยิ่ง นี่คือชุดใบมีดสำหรับบ่าวาล์ว แต่เพื่อให้เข้าใจว่าเหตุใดจึงจำเป็นจริงๆ คุณต้องเจาะลึกทฤษฎีนี้เล็กน้อย
กลไกการจ่ายก๊าซ
ดังที่ได้กล่าวไปแล้ว วาล์วจะปล่อยส่วนผสมเชื้อเพลิงเข้าและออกจากห้องเผาไหม้ของกระบอกสูบ เนื่องจากแรงอัดของส่วนผสมจะกระทำกับเพลตในระหว่างรอบการทำงาน ขอบของเพลตจึงถูกบดให้เป็นทรงกรวย หน้าต่างห้องเผาไหม้ยังมีการลบมุมที่สอดคล้องกับกรวยนี้ด้วย ตำแหน่งที่ติดแผ่นวาล์วเข้ากับขอบหน้าต่างเรียกว่าที่นั่ง ส่วนจะยึดติดกับพื้นผิวได้ดีเพียงใดนั้นขึ้นอยู่กับชุด ตัวชี้วัดประสิทธิภาพกระบวนการทำงานของเครื่องยนต์รวมถึงที่สำคัญที่สุด - การบีบอัด
ยิ่งวาล์วแน่นจะพอดีกับที่นั่งในสถานะปิด ความหนาแน่นในกระบอกสูบก็จะยิ่งมากขึ้น ดังนั้นกำลังใช้งานที่ต้องการจะคงอยู่ระหว่างการทำงานของเครื่องยนต์
ความจำเป็นในการใช้เครื่องมือซ่อมแซมพิเศษ
บ่าวาล์วหลัง ไมล์สูงเสื่อมสภาพอย่างหลีกเลี่ยงไม่ได้ การลบมุมบนพื้นผิวที่นั่งจะกลายเป็นรูปทรงกระบอกมากขึ้นเมื่อเวลาผ่านไป หน้าต่างตัวเองทำเป็นวงรีเนื่องจาก สวมใส่ไม่เท่ากัน. การละเมิดรูปทรงอาจเกิดขึ้นเนื่องจากเครื่องยนต์ร้อนจัด เมื่อหัวบล็อกบิดเบี้ยวและพารามิเตอร์ทางเรขาคณิตเปลี่ยนแปลงไป เปลือกยังปรากฏบนพื้นผิวของบ่าวาล์วโดยตรงบนตัวลบมุม 
ข้อบกพร่องดังกล่าวทำให้เกิดการรั่วไหลของห้องเผาไหม้และส่งผลเสียต่อขอบของมัน ดังนั้นเมื่อทำการตรวจสอบบังคับ จะต้องใช้กลไกการเจียรที่อานม้าโดยใช้ เครื่องมือพิเศษโดยเฉพาะมีดคัตเตอร์สำหรับซ่อมบ่าวาล์ว ไม่ใช่คนเดียวที่จะดำเนินการโดยไม่มีพวกเขา ยกเครื่องน้ำแข็ง.
ข้อบ่งชี้ในการใช้เครื่องมือพิเศษ
จำเป็นต้องใช้กรวยสำหรับบ่าวาล์วในกรณีต่อไปนี้:
- ความเสียหายต่อพื้นผิวการทำงานของที่นั่งซึ่งสามารถฟื้นฟูได้
- หลังจากขัดวาล์วบนแว่นตา
- หลังหรืออาน;
- เมื่อดำเนินการซ่อมแซมเครื่องยนต์ที่ซับซ้อน
ในทุกกรณี สามารถซ่อมแซมด้วยใบมีดได้ใน สภาพโรงรถแน่นอน หากคุณมีทักษะในการประกอบและถอดประกอบเครื่องยนต์ งานทั้งหมดดำเนินการบน ถอดหัวบล็อกกระบอก
ลักษณะเครื่องมือ
กรวยสำหรับบ่าวาล์วเป็นอุปกรณ์ที่ค่อนข้างเรียบง่ายซึ่งทำหน้าที่ได้ดีมาก ภายนอกชิ้นส่วนเป็นหัวฉีดรูปทรงกรวยด้วย ผ่านรู. บนพื้นผิวด้านข้างมีตัวยึดสำหรับใบมีดพิเศษ 
เมื่อติดตั้งกรวยสำหรับบ่าวาล์ว การเคลื่อนที่แบบหมุนตัดชั้นเอียง รายละเอียดจะได้รับรูปร่างที่โค้งมนอย่างสมบูรณ์แบบ ไม่มีเครื่องตัดกรวยเดียว - มันเป็นชุดของกรวยที่มีมุมต่างกันเสมอ มุมอยู่ระหว่าง 15 ถึง 60 องศาเนื่องจากการลบมุมบนที่นั่งคือ มอเตอร์ต่างๆแตกต่าง. นอกจากนี้การประมวลผลยังดำเนินการในหลายขั้นตอนโดยค่อยๆ เพิ่มขึ้นในมุม สำหรับงานคุณภาพสูง ต้องมีไกด์แนวนอน มีไว้เพื่ออะไร? เส้นบอกแนวแนวนอนช่วยให้มีจุดศูนย์กลางและการประมวลผลที่ราบรื่นของอานรอบเส้นรอบวงทั้งหมด
คุณสมบัติของเครื่องดนตรียี่ห้อ Neway
เครื่องตัดบ่าวาล์ว Neway เป็นหนึ่งในเครื่องมือกัดบ่าวาล์วและบ่าวาล์วที่ได้รับความนิยมมากที่สุด คุณสมบัติของเครื่องมือนี้คือเครื่องตัดพิเศษ ด้วยความช่วยเหลือของพวกเขา การซ่อมแซมบ่าวาล์วทำได้ง่ายเป็นพิเศษโดยไม่ต้องใช้แรงทางกายภาพพิเศษ 
เครื่องมือนี้เป็นแบบใช้มือโดยสมบูรณ์ คุณลักษณะเด่นอีกประการหนึ่งคือนักบินที่ปล่อยอย่างรวดเร็ว เหล่านี้เป็นอุปกรณ์ที่พอดีกับรางวาล์ว ต้องขอบคุณการตัดเฉือนชิ้นส่วนที่มีความเที่ยงตรงสูง ทำให้ได้งานกัดที่มีความเที่ยงตรงสูง ดังนั้นจึงไม่จำเป็นต้องมีการทับของวาล์วในภายหลัง คุณสามารถสตาร์ทเครื่องยนต์ได้ทันทีโดยไม่ต้องวิ่ง
ค่าเครื่องมือขัด
ชุดหัวกัดสำหรับบ่าวาล์วประกอบด้วยชุดกรวยที่มีเส้นผ่านศูนย์กลางและมุมต่างๆ หัวกัดแบบเปลี่ยนได้ และรางแนวตั้ง ด้วยความช่วยเหลือของหลังการจัดตำแหน่งของพื้นผิวการทำงานจะถูกสร้างขึ้น ชุดกึ่งมืออาชีพ 6-10 ชิ้น การผลิตในประเทศมีราคา 1-3,000 รูเบิล เครื่องมือระดับมืออาชีพประกอบด้วย 13-15 รายการราคาประมาณ 15,000 รูเบิล 
เนื่องจากราคาสูงกรวยสำหรับบ่าวาล์วจึงใช้เฉพาะในบริการรถยนต์เท่านั้น เกือบทุกชุดเป็นแบบสากลและอนุญาตให้กัดและเจียรเบาะนั่งในรถเกือบทุกคัน นอกจากนี้ยังมีชุดคิทที่ออกแบบมาสำหรับแบรนด์เฉพาะอีกด้วย ตัวอย่างเช่น หัวกัดสำหรับบ่าวาล์ว VAZ เหมาะสำหรับทั้งรุ่นคาร์บูเรเตอร์คลาสสิกและรุ่นหัวฉีดที่ทันสมัยกว่า
ประเภทของการซ่อมแซมเบาะนั่งและการทับของวาล์ว
การฟื้นฟูองค์ประกอบโดยใช้ใบมีดทำได้โดยการกัดและเจียรตามด้วยการเจียร เมื่อกัด ให้โคนด้วย เส้นผ่านศูนย์กลางต่างกันและมุม ที่พบมากที่สุดคือมุม 45 องศา ตามรูปแบบนี้ บ่าวาล์วส่วนใหญ่ในฝาสูบทำขึ้น ซึ่งรวมถึง รถยนต์ในประเทศ. หัวกัดที่มีมุมขนาดใหญ่ใช้เพื่อจัดแนวลบมุมและให้ความกว้างตามที่ต้องการ 
เนื่องจากค่าที่แน่นอนของมุมลบมุมของเบาะนั่งนั้นไม่เป็นที่รู้จักเสมอไปในระหว่างการซ่อมแซม กรวยทั่วไปส่วนใหญ่ที่มีมุมตั้งแต่ 30 ถึง 60 องศาจึงถูกใช้เป็นค่าเริ่มต้น หัวกัดมีให้เลือกสองแบบ - สำหรับหัวโลหะ "แข็ง" และสำหรับการแปรรูปอานม้าที่ทำด้วยโลหะที่นิ่มกว่า
เซนเกอร์ส
เมื่อทำการซ่อม คุณสามารถใช้ดอกสว่านทรงกรวยสำหรับบ่าวาล์วได้ ความแตกต่างจากหัวกัดอยู่ที่การติดตั้งหัวกัดคงที่ (และปรับได้ในบางครั้ง) ข้อดีของอุปกรณ์ดังกล่าวคือสามารถสร้างพื้นผิวการทำงานทั้งหมดของอานได้ในคราวเดียว 
ความแตกต่างอีกประการหนึ่งอยู่ที่วิธีการติดตั้งการสนับสนุนที่ต่างกัน มีการติดตั้งส่วนรองรับหนึ่งตัวบนปลอกวาล์วส่วนที่สอง - บนโครงยึด สิ่งนี้จะเพิ่มความแม่นยำของพื้นผิวการทำงานอย่างมาก
ซ่อมบ่าวาล์ว
ก่อนขั้นตอนการรักษาเบาะนั่งจริง แนะนำให้เปลี่ยนหรือซ่อมแซมรางวาล์วเป็นอย่างน้อย คู่มือกรวยจะวางอยู่บนนั้น หลังจากนั้นการประมวลผลจะเกิดขึ้นกับกรวย (เครื่องตัดกรวย) - จากมุมเล็กไปจนถึงมุมใหญ่หากบ่าวาล์วเฉพาะอนุญาตให้ทำเช่นนี้ การประมวลผลจะเกิดขึ้นจนกว่าความกว้างการลบมุมจะเพิ่มขึ้นเป็น 2 มม. สำหรับวาล์วไอดีและ 2.5 มม. สำหรับวาล์วไอเสีย หลังจากนั้นพื้นผิวการทำงานจะถูกกราวด์เพื่อขจัดครีบที่อาจเกิดขึ้น เสร็จสิ้นการกัดของอานม้า 
ขั้นตอนสุดท้ายบังคับ - การทับของวาล์ว ช่วยให้คุณตรวจสอบได้ว่าการกัดดำเนินไปอย่างแม่นยำเพียงใด ในการเจียรจะใช้สารขัดพิเศษที่มีเม็ดละเอียด ไม่แนะนำให้ใช้น้ำพริกกากเพชรเนื่องจากมีอนุภาคแข็ง พวกเขาสามารถเร่งการสึกหรอของเบาะนั่งได้มากขึ้น การทับถมเกิดขึ้นจากการเคลื่อนที่แบบหมุนของวาล์วบนเบาะนั่ง ในเวลาเดียวกัน วาล์วจะถูกยกขึ้นและลดลงเป็นระยะเพื่อให้วางที่บีบออกอีกครั้งตกลงบนพื้นผิวการทำงานของเบาะนั่ง หากผ่านไป 1-2 นาทีแล้วพื้นผิวไม่ได้ถูกขัด แสดงว่าการกัดไม่เป็นที่น่าพอใจ จำเป็นต้องประมวลผลใหม่
บทสรุป
การกัดบ่าวาล์วและการขัดเป็นงานที่เรียบง่าย แต่ต้องการความแม่นยำสูง นอกจากนี้ สำหรับการซ่อมแซมดังกล่าว จำเป็นต้องใช้เครื่องมือพิเศษซึ่งเป็นกรวยสำหรับบ่าวาล์ว หากไม่ดำเนินการดังกล่าวบ่อย ควรติดต่อศูนย์บริการรถยนต์
กรวยบ่าวาล์วเป็นเครื่องมือที่ เครื่องยนต์ของรถ(หรือมากกว่ากลไกวาล์ว) จะกลับสู่สภาพการทำงานหลังจากการซ่อมแซมเสร็จสิ้น ด้วยความช่วยเหลือของใบมีดดังกล่าวซึ่งเรียกว่าเคาเตอร์ซิงค์ความแน่นของกระบอกสูบที่ใช้งานได้ของเครื่องยนต์ได้รับการฟื้นฟูซึ่งเป็นหนึ่งในเงื่อนไขหลักสำหรับสภาพเสียงทางเทคนิค
วาล์วเครื่องยนต์ของรถยนต์ทำงานอย่างไร
เพื่อให้เข้าใจลักษณะเฉพาะของการใช้มีดคัตเตอร์หรือเคาเตอร์ซิงค์สำหรับบ่าวาล์ว ก่อนอื่นคุณต้องเข้าใจวิธีการทำงานของกลไกวาล์วของเครื่องยนต์รถยนต์ รวมถึงสิ่งที่อาจนำไปสู่การทำงานผิดปกติ
กระบอกสูบแต่ละกระบอกสูบของเครื่องยนต์สันดาปภายใน (ICE) แต่ละอันทำงานร่วมกับสองวาล์ว ซึ่งหนึ่งในนั้นคือทางเข้าและส่วนที่สองคือไอเสีย การทำงานของเครื่องยนต์สันดาปภายในดำเนินการเนื่องจากกระบวนการซ้ำๆ (รอบ) แต่ละกระบวนการเหล่านี้ประกอบด้วยส่วนผสมของเชื้อเพลิงที่จ่ายให้กับกระบอกสูบที่ทำงาน สิ่งนี้จะเกิดขึ้นเมื่อคุณเปิด วาล์วทางเข้า. หลังจากปิดและเผา ส่วนผสมเชื้อเพลิงต้องกำจัดก๊าซไอเสียออกจากกระบอกสูบซึ่งมั่นใจได้โดยการเปิดวาล์วไอเสีย ทางเข้าและ วาล์วไอเสียเมื่ออยู่ในสถานะปิดจะต้องแน่ใจว่ากระบอกสูบทำงานแน่น
ระหว่างการทำงานของเครื่องยนต์ วาล์วจะต้องรับภาระทางกลที่มีนัยสำคัญและผลกระทบต่างๆ ของสภาพแวดล้อมที่รุนแรงซึ่งทำงาน:
- ความร้อน;
- เครื่องกล;
- พลวัต;
- เคมี.
เพื่อให้วาล์วสามารถทนต่อแรงกระแทกรุนแรงดังกล่าวเป็นเวลานาน โลหะผสมเหล็กโลหะผสมสูงถูกนำมาใช้ในการผลิตใน องค์ประกอบทางเคมีซึ่งมีโครเมียมและนิกเกิลอยู่เป็นจำนวนมาก

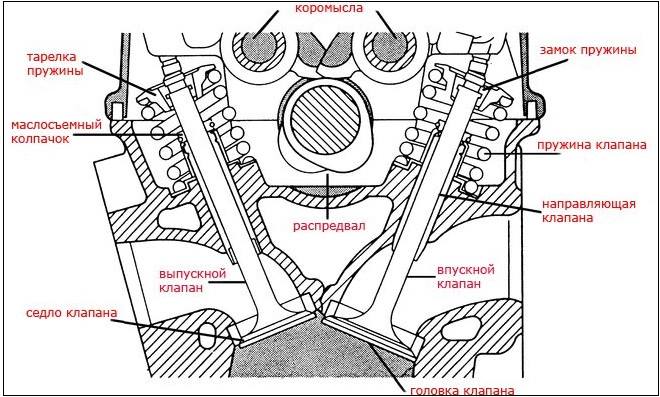
การออกแบบวาล์วประกอบด้วยสององค์ประกอบหลัก: ก้านไกด์และส่วนหัว ซึ่งสามารถแบน นูน หรือรูปดอกทิวลิป ก้านไกด์วาล์วสามารถเป็นทรงกระบอกได้เต็มที่หรือมีร่องรูปทรง ซึ่งจำเป็นสำหรับมากกว่า การตรึงที่ปลอดภัยสปริง
มีอะไรอยู่ในวาล์ว กลไก ICEความผิดปกติสามารถระบุได้หลายสัญญาณ ซึ่งชัดเจนที่สุดคือ:
- กำลังเครื่องยนต์ลดลงส่งผลให้ ลักษณะความเร็วรถยนต์;
- ไม่เสถียร งานน้ำแข็งที่ความเร็วใด ๆ
- การเคาะที่ผิดธรรมชาติมาจาก ห้องเครื่องรถยนต์;
- ควันจำนวนมากออกมาจากท่อไอเสีย

พูดถึงเรื่องที่พบบ่อยที่สุด เครื่องยนต์สันดาปภายในทำงานผิดปกติที่เกี่ยวข้องกับเขา กลไกวาล์วซึ่งรวมถึง:
- การปรากฏตัวของช่องว่างระหว่างตัวเรือนบล็อกทรงกระบอกและหัวที่มีการติดตั้งบล็อกดังกล่าวซึ่งเกี่ยวข้องกับ ทรงหลวมซึ่งกันและกัน (ช่องว่างนี้เกิดขึ้นจากหลายสาเหตุทำให้เกิดความกดดันของระบบ);
- การก่อตัวในสถานที่ที่วาล์วสัมผัสกับบล็อกกระบอกสูบ โค้กและเขม่า (เขม่าดังกล่าวไม่อนุญาตให้วาล์วปิดกระบอกสูบอย่างสมบูรณ์ซึ่งนำไปสู่การลดลงของระบบ)
เครื่องมือซ่อมวาล์วเกียร์
เครื่องมือที่ใช้กันทั่วไปในการซ่อมบ่าวาล์วคือคัตเตอร์ (ดอกสว่าน) ควรระลึกไว้เสมอว่านี่ไม่ใช่เคาเตอร์ซิงค์ซึ่งทำการเคาเตอร์ซิงค์
ผู้เชี่ยวชาญที่ทำงานอย่างมืออาชีพในการซ่อมแซมเครื่องยนต์ของรถยนต์พยายามซื้อชุดใบมีดสำหรับหัวถัง (หัวถัง) ทันที ในชุดกรวยสำหรับวาล์วดังกล่าวมีเครื่องมือที่มีพารามิเตอร์ทางเรขาคณิตที่แตกต่างกัน ซึ่งช่วยให้คุณสามารถเลือกได้อย่างเหมาะสมสำหรับเครื่องยนต์รถยนต์ของบางยี่ห้อ

ในกรณีที่คุณตัดสินใจซ่อมเครื่องยนต์ของรถด้วยมือของคุณเอง ไม่จำเป็นต้องซื้อชุดใบมีด คุณสามารถซื้อสว่านได้หนึ่งอันซึ่งพารามิเตอร์ตรงกันทุกประการ ลักษณะของน้ำแข็งของเขา ยานพาหนะ.
เครื่องมือดังกล่าวสำหรับซ่อมบ่าวาล์ว เช่น คัตเตอร์ ทำงานบนหลักการของคัตเตอร์ ขจัดคราบคาร์บอนและโลหะบางๆ ออกจากบ่าวาล์ว พร้อมกับฟันตัดโลหะผสมแข็งที่ตั้งอยู่บนส่วนการทำงานรูปกรวย กรวยจะติดตั้งบนเขี้ยวหมูซึ่งมีรูพิเศษในตัวของมัน มุมที่ทำส่วนการทำงานของกรวยสามารถอยู่ในช่วง 15–60 ° มุมนี้เป็นพารามิเตอร์หลักของเครื่องมือที่ใช้ตัดบ่าวาล์ว

วิธีสร้างบ่าวาล์วขึ้นใหม่
ในกรณีที่ไม่ได้ตั้งใจที่จะเปลี่ยนบ่าวาล์วด้วยอันใหม่ แต่เพื่อคืนค่าอันเก่า งานซ่อมจะดำเนินการในลำดับต่อไปนี้:
- หัวกระบอกสูบอยู่บนพื้นผิวเรียบ
- กรวยได้รับการแก้ไขบนแมนเดรลที่ติดตั้งในหัวจับของเครื่อง
- แกนของเครื่องมืออยู่ในแนวเดียวกับแกนของรูในหัวถังสำหรับไกด์วาล์ว
- หมุนกรวยตามเข็มนาฬิกา คราบคาร์บอนและโลหะบางๆ อย่างช้าๆ และไม่มีแรงกดออกจากพื้นผิวการทำงานของบ่าวาล์ว

โปรดทราบว่าต้องทำการลบมุมสามมุมบนบ่าวาล์ว: บน การทำงาน และด้านล่าง ในการประมวลผลการลบมุมเหล่านี้แต่ละอันจะใช้ดอกเคาเตอร์ของตัวเองซึ่งมีมุมเอียงของชิ้นส่วนตัด

สำหรับคนทำงาน เวลานานเครื่องยนต์ของยานพาหนะใด ๆ วาล์วที่มีการทับซ้ำ ๆ การลบมุมการทำงานของบ่าวาล์วสามารถมีรูปร่างที่ถูกต้อง แต่ความกว้างเพิ่มขึ้นอย่างมาก และความกว้างการทำงานปกติของการลบมุมของอานควรอยู่ที่ 1 - 1.5 มม. ไม่มาก ทำไมฉันจะอธิบายด้านล่าง ในบทความนี้ เราจะมาดูวิธีการและสิ่งที่ช่วยในการคืนค่าความกว้างการลบมุมเบาะนั่งที่ถูกต้อง และโดยทั่วไปแล้ว รูปทรงที่ถูกต้องของบ่าวาล์ว
เหตุใดจึงต้องสร้างบ่าวาล์วใหม่
เมื่อความกว้างในการทำงานปกติของการลบมุมมากกว่า 1-1.5 มม. พื้นที่สัมผัสโลหะระหว่างแผ่นวาล์วและที่นั่งจะเพิ่มขึ้นและดูเหมือนว่าความแน่นและการระบายความร้อนที่เพิ่มขึ้นของแผ่นวาล์วสามารถทำได้ ที่คาดหวัง. อย่างไรก็ตาม จากการปฏิบัติของเครื่องยนต์หลายๆ ตัว แสดงให้เห็นว่าเมื่อเพิ่มความกว้างของการลบมุมเบาะนั่ง ทำงานปกติเครื่องยนต์เสียค่อนข้างเร็วหลังจากวิ่งระยะสั้น
และประเด็นก็คือ เมื่อเพิ่มความกว้างของการลบมุม เช่น อย่างน้อยสองมิลลิเมตร พื้นที่สัมผัสของแผ่นวาล์วที่มีที่นั่งจะเพิ่มเป็นสองเท่า ซึ่งหมายความว่าแรงดันวาล์วที่สร้างขึ้นโดยวาล์ว สปริงต่อหน่วยพื้นที่ลดลงครึ่งหนึ่ง นอกจากนี้ สปริงวาล์วยังอ่อนตัวลงจากการทำงานเป็นเวลานาน (ความล้าของโลหะ) และความร้อน
เป็นผลให้ในครั้งแรกหลังจากขัดวาล์วเครื่องยนต์ดูเหมือนว่าจะทำงานได้ค่อนข้างปกติ แต่ค่อนข้างเร็วจากแรงดันสปริงที่ลดลงต่อหน่วยพื้นที่ วาล์วเริ่มไหม้ (โดยเฉพาะไอเสีย) และสูญเสียความหนาแน่นอย่างรวดเร็ว .
เครื่องมือซ่อมบ่าวาล์ว
เพื่อคืนค่าความดันของหัววาล์วปกติต่อพื้นที่ที่นั่งหน่วย การตั้งค่า สปริงเสริมแรงไร้ประโยชน์ นอกจากนี้ ยังช่วยลดอายุการทำงานของกลไกการจ่ายก๊าซ ซึ่งออกแบบมาสำหรับโหลดที่ต่ำกว่า ดังนั้นความดันปกติของแผ่นวาล์วต่อหน่วยพื้นที่ของที่นั่งและด้วยเหตุนี้ความรัดกุมจึงได้รับการฟื้นฟูโดยการลดความกว้างของการลบมุมของเบาะให้เป็นค่าที่ต้องการโดยใช้เครื่องมือพิเศษ - เครื่องตัดรูปกรวย
หัวกัดผลิตโดยหลายบริษัท แต่ชุดที่ได้รับความนิยมสูงสุดของเราคือชุดจาก MIRA, SUNNEN, NEWAY นอกจากนี้ บริษัทเหล่านี้ยังผลิตหัวกัดที่มีมุมต่างกัน: 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80° ซึ่งหลายคนอาจไม่ต้องการ เนื่องจากมุมตัด และด้วยเหตุนี้หัวกัด ในการคืนค่าอานม้าของหนึ่งในเครื่องยนต์ทั่วไปบางตัวจะใช้เวลาเพียงสามเท่านั้น เว้นแต่คุณจะมีส่วนร่วมในการฟื้นฟูอานม้าของมอเตอร์ทั้งหมดอย่างแน่นอน
แต่ควรสังเกตว่าชุดใบมีดคุณภาพสูง บริษัทต่างชาติตัวอย่างเช่น NEWAY ที่มีชื่อเสียงสามารถมีราคา 350 เหรียญขึ้นไป (ราคาขึ้นอยู่กับจำนวนใบมีด) และหากคุณไม่ต้องการซ่อมบ่าวาล์วอย่างมืออาชีพ คุณควรมองหาชุดวาล์วในประเทศที่มีราคาไม่แพง ซึ่งบางครั้งพบว่ามีคุณภาพค่อนข้างปกติ (หัวกัดทำจากโลหะผสมแข็ง)
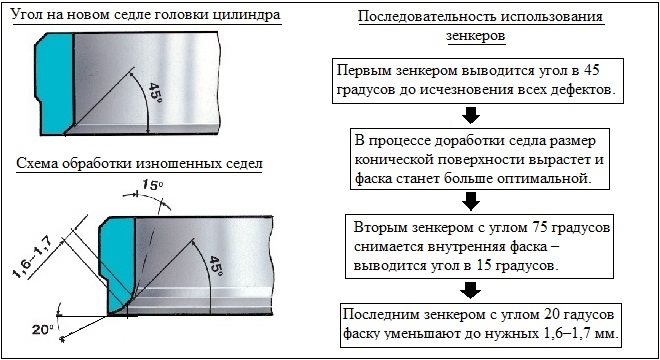
ควรชี้แจงมุมลบมุมของเครื่องยนต์ที่กำลังซ่อมก่อนซื้อชุดใบมีด เนื่องจากมุมเหล่านี้อาจแตกต่างกันไปตามมอเตอร์ต่างๆ ในเอ็นจิ้นบางตัว (ดังในรูปที่ 1 ด้านล่าง) มุมเอียงด้านบนอาจเป็น 15 องศา มุมเอียงที่ใช้งานได้คือ 45 และมุมเอียงด้านล่างอาจเป็น 60 องศา
และสำหรับมอเตอร์บางตัว (ดังในรูปที่ 2) มุมของการลบมุมบนสามารถเป็น 75 ° การลบมุมการทำงานก็เท่ากับ 45 ° และมุมของการลบมุมที่ต่ำกว่าสามารถทำได้เพียง 15 ° เครื่องยนต์บางตัวอาจมีมุมอื่น
ดังนั้น ก่อนซื้อชุดหัวกัดสามชุดสำหรับเครื่องยนต์ของคุณ ก่อนอื่นให้ตรวจสอบมุมลบมุมของอานมอเตอร์ของคุณ เพื่อไม่ให้ซื้อชุดใบมีดที่มีมุมที่ไม่จำเป็น
รูปที่ 2 ลำดับของการประมวลผลบ่าวาล์ว
a - วาล์วปิดภาคเรียนในที่นั่งที่สึกหรอ b - การประมวลผลของการลบมุมการทำงานของที่นั่ง c - การประมวลผลของการลบมุมด้านบนของที่นั่ง d - การประมวลผลการลบมุมด้านล่างของที่นั่ง e - บ่าวาล์วหลังการประมวลผล 1 - วาล์ว, 2 - ที่นั่ง, 3 - ปลอกไกด์, 4 - คัตเตอร์ที่ 45 องศา, 5 - คัตเตอร์ที่ 75 องศา, 6 - คัตเตอร์ที่ 15 องศา, 7 - การลบมุมการทำงานของวาล์ว, 8 - การลบมุมการทำงานของซ็อกเก็ต
ช่างฝีมือคนอื่นเริ่มประมวลผลวิธีที่สอง (การกำจัดโลหะ) ของพื้นผิวอานม้าจากการลบมุมการทำงานที่มีมุม 45 ° (ดังในรูปที่ 2, b) จากนั้นพวกเขาดำเนินการลบมุมด้านบนที่ 75 ° (ดังในรูปที่. 2, c) แต่ในเทิร์นสุดท้ายคือการประมวลผลการลบมุมล่างที่ 15 ° (รูปที่ 2, d) เมื่อทำการลบมุมด้านบนและด้านล่าง ความกว้างของการลบมุมการทำงานคือ 1 - 1.5 มม.
ฉันเชื่อว่าวิธีที่สองนั้นง่ายกว่าและแม่นยำกว่าเพื่อให้ได้มุมลบมุมในการทำงาน 1-15 มม. เนื่องจากโดยค่อยๆ ประมวลผลการลบมุมด้านบนและด้านล่างเล็กน้อย (เมื่อลบมุมการทำงานเสร็จแล้ว) จะทำให้เข้าถึงชิ้นงานได้ง่ายขึ้น ความกว้างของการลบมุม 1 - 1.5 มม. ( โดยปกติใบมีดสามถึงห้ารอบก็เพียงพอแล้ว ไม่ต้องการมากกว่านี้)
ยิ่งไปกว่านั้น ด้วยวิธีนี้ หากเมื่อประมวลผลการลบมุมบนและล่าง การลบมุมการทำงานจะกลายเป็น 1 มม. แล้ว ก็เป็นไปได้ที่จะผ่านหัวกัดสำหรับการลบมุมการทำงานที่ 45 ° และได้มุมลบมุมการทำงานที่ต้องการที่ 1 - 1.5 มม. แต่ถึงกระนั้น คุณควรพยายามทำทุกอย่างในคราวเดียวและเอาโลหะเล็กน้อยออกจากพื้นผิวของอาน
วิธีที่สองของลำดับการประมวลผลอาน ฉันคิดว่าถูกต้องและง่ายกว่าวิธีแรก แต่นี่เป็นความเห็นของฉัน และนี่ไม่ได้หมายความว่าทุกคนควรทำอย่างนั้น บางทีวิธีแรกอาจได้ผลสำหรับใครบางคน
หลังจากดำเนินการลบมุมสามมุมของที่นั่งและได้รับความกว้างของการลบมุมที่ใช้งานได้ 1 มม. สำหรับมอเตอร์ที่มีความจุขนาดเล็ก และ 1.5 มม. สำหรับเครื่องยนต์ที่มีความจุมากขึ้น ขอแนะนำให้บดวาล์วถ้าจานไม่สึกดังในรูปที่ 3 , ข. หากพบการสึกหรอของวาล์วดังที่แสดงในรูปนี้ การขัดวาล์วจะไม่ช่วย และควรเปลี่ยนวาล์วดังกล่าวด้วยวาล์วใหม่
อย่างไรก็ตาม ควรเปลี่ยนวาล์วหากมีความสูงไม่เท่ากันของก้านวาล์ว (ตรวจสอบด้วยไมโครมิเตอร์) หรือหากก้านมีระยะห่างเพิ่มขึ้นเมื่อเทียบกับรูบุชชิ่ง (คุณสามารถทำให้ก้านวาล์วหนาขึ้นโดยใช้การชุบโครเมียมหากมอเตอร์ของคุณ หายากและมีปัญหาในการซื้อวาล์วใหม่)
เมื่อเปลี่ยนบุชชิ่งและในทางกลับกัน ระยะห่างของก้านวาล์วจะลดลงเมื่อเทียบกับรูบุชชิ่ง รูนี้จะถูกหมุนด้วยรีมเมอร์อย่างง่ายๆ จนกว่าจะได้ระยะห่างที่ต้องการระหว่างก้านวาล์วกับรูบุชชิ่ง ควรระบุค่าระยะห่างที่ถูกต้องในคู่มือของเครื่องยนต์เฉพาะ
ฉันหวังว่าบทความนี้จะช่วยให้ช่างซ่อมสามเณรสามารถคืนค่ารูปทรงเรขาคณิต (มุม) ของบ่าวาล์วด้วยมือของพวกเขาเองได้อย่างถูกต้องเพราะถ้ามี เครื่องมือที่จำเป็นและความรู้ทุกอย่างทำได้ค่อนข้างเร็ว เร็วกว่าการเดินทางไปบริการรถ โชคดีนะทุกคน.